Die Oberflächentechnik bildet in der modernen Fertigungskette das kritische Bindeglied zwischen der geometrischen Formgebung durch Fräsen, Drehen oder Stanzen und der funktionalen Einsatzfähigkeit der Bauteile. Innerhalb dieser Disziplin nimmt das Gleitschleifen, umgangssprachlich oft als Trowalisieren bezeichnet, eine zentrale Stellung ein. Es handelt sich nach DIN 8589 um ein trennendes, spanendes Fertigungsverfahren mit geometrisch unbestimmter Schneide.
Was ist Trowalisieren? Das Prinzip des Gleitschleifens einfach erklärt
Um die physikalischen und technologischen Details des Verfahrens zu durchdringen, hilft zunächst ein Blick auf das Grundprinzip. Das Trowalisieren – in der Norm DIN 8589 fachkorrekt als Gleitspanen beziehungsweise Gleitschleifen definiert – ist ein mechanisch-chemisches Verfahren zur Oberflächenbearbeitung.
Die Mechanik dahinter ist im Grunde aus der Natur bekannt: In einem Flussbett werden grobe Gesteinsbrocken über Jahre hinweg durch die stetige Reibung von Sand und fließendem Wasser zu glatten, runden Kieselsteinen geschliffen. Das Trowalisieren überträgt exakt dieses Prinzip in die industrielle Serienfertigung – beschleunigt diesen Vorgang jedoch massiv.
Der Prozess im Überblick
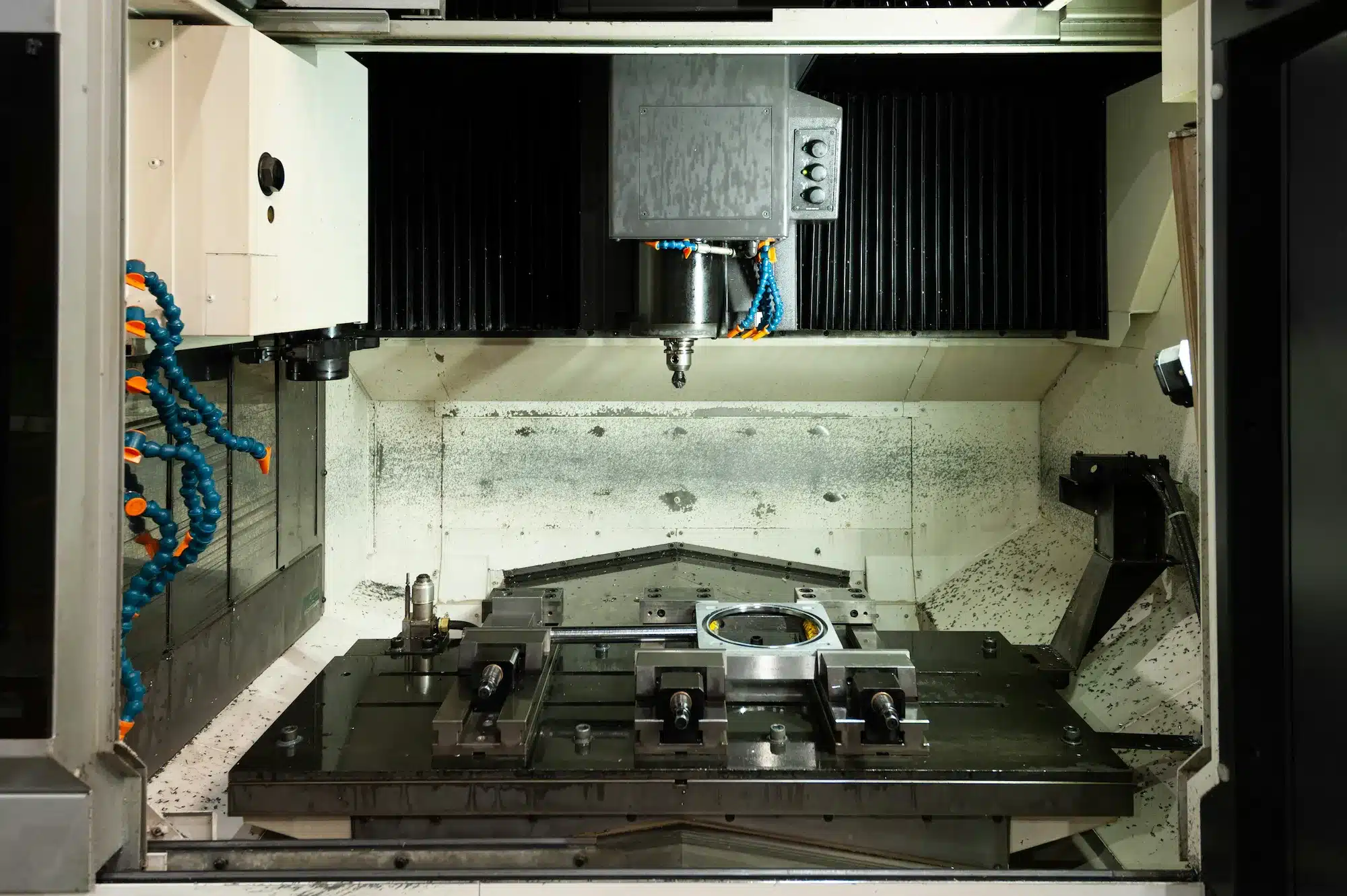
- Das Schüttgut: Die zu bearbeitenden Werkstücke (z. B. lasergeschnittene Bleche, Stanzteile oder CNC-Frästeile) werden meist als Schüttgut in einen speziellen Arbeitsbehälter gegeben.
- Die Schleifkörper: Hinzu kommen unzählige abrasive Medien, die sogenannten „Chips“. Diese bestehen je nach Anforderung aus Keramik, Kunststoff oder Metall und fungieren im Prozess als das eigentliche Zerspanungswerkzeug.
- Das Compound: Eine wässrige Lösung aus chemischen Zusätzen wird beigemischt. Sie spült den Abrieb aus, schützt die Bauteile vor Korrosion und hält die Schleifkörper sauber und griffig.
- Die Kinematik: Der Behälter wird durch Unwuchtmotoren in eine starke vibrierende oder rotierende Bewegung versetzt.
Durch die eingebrachte Energie entsteht eine ständige Relativbewegung zwischen den Werkstücken und den Schleifkörpern. Die Chips reiben und prallen permanent an den Oberflächen und Kanten der Bauteile entlang. Auf diese Weise werden scharfe Bearbeitungsgrate zuverlässig abgetragen, Kanten prozesssicher verrundet und die Oberflächenrauheit homogen geglättet.
Abhängig von der Anlagenkonfiguration können Oberflächenrauheiten bis in den Bereich von Ra < 0,025 µm realisiert werden. Solche Werte sind insbesondere für Präzisionsbauteile im Maschinenbau oder der Luftfahrt essenziell, bei denen tribologische Eigenschaften und Dauerfestigkeit im Fokus stehen.
Hinweis zur Nomenklatur: Der umgangssprachliche Begriff „Trowalisieren“ hat sich in der metallverarbeitenden Industrie als De-facto-Standard etabliert. Er leitet sich historisch von dem Unternehmen Walther Trowal ab, welches das Verfahren in einer Trommel (Walther) maßgeblich geprägt und 1951 als Wortmarke angemeldet hat.
Technologische Einsatzbereiche: Warum und wann Gleitschleifen die erste Wahl ist
Die Entscheidung für das Trowalisieren in der Serienfertigung fällt meist aus drei handfesten Gründen:
- Substitution manueller Prozesse: Das manuelle Entgraten von Fräs-, Dreh- oder Stanzteilen ist fehleranfällig, zeitintensiv und treibt die Stückkosten in die Höhe. Das Gleitschleifen als Schüttgutprozess skaliert hervorragend und liefert eine absolute Reproduzierbarkeit über tausende Werkstücke hinweg.
- Isotrope Oberflächen: Im Gegensatz zum Bandschleifen oder konventionellen Fräsen erzeugt das Trowalisieren ein ungerichtetes (isotropes) Schliffbild. Es gibt keine Riefen, an denen Kerbwirkung entstehen könnte oder an denen Dichtungen verschleißen.
- Prozesssichere Kantenverrundung: Für nachgelagerte Beschichtungsprozesse (z. B. Pulverbeschichten oder Kathodische Tauchlackierung) sind definierte Kantenradien zwingend erforderlich, um Kantenflucht (das Abplatzen von Lack an scharfen Kanten) zu vermeiden.
Werkstoff-Kompatibilität: Was funktioniert exzellent, was erfordert Vorsicht?
Grundsätzlich lässt sich das Verfahren auf nahezu das gesamte Spektrum industrieller Werkstoffe anwenden, erfordert jedoch eine strikte Abstimmung der Parameter.
- Hochgradig geeignet (Metalle): Baustähle (z. B. S235JR), Edelstähle (z. B. 1.4301, 1.4404), Aluminiumlegierungen, Messing und Kupfer. Bei zähen Werkstoffen wie Edelstahl kommen aggressive Keramik-Schleifkörper zum Einsatz.
- Spezialfälle (Titan & hochfeste Legierungen): Titan oder Werkzeugstähle lassen sich trowalisieren, erfordern jedoch deutlich längere Prozesszeiten und hochabrasive Keramik-Chips, was den Medienverschleiß und damit die Kosten erhöht.
- Sensible Werkstoffe (Weiches Aluminium & Kunststoffe): Hier dürfen keine schweren Keramik-Chips verwendet werden, da deren kinetische Energie beim Aufprall zu Schlagmarken (Dellen) auf der Werkstückoberfläche führt. Stattdessen nutzt man kunststoffgebundene Schleifkörper mit geringerer Dichte.
Technologische Grenzen: Wann Trowalisieren nicht sinnvoll ist
Trotz seiner Universalität hat das Gleitspanen klare physikalische und geometrische Restriktionen. In folgenden Fällen sollte das Verfahren kritisch hinterfragt oder ausgeschlossen werden:
- Scharfkantigkeit als Konstruktionsvorgabe: Wenn eine Kante zwingend „scharf“ bleiben muss – beispielsweise bei Schneidwerkzeugen oder spezifischen Dichtkanten –, ist das Trowalisieren ungeeignet, da der Materialabtrag immer auch die Kanten verrundet.
- Extreme Maßtoleranzen auf Außenkonturen: Da das Verfahren Material flächig abträgt (im Bereich von Mikrometern bis zu wenigen Hundertsteln), können H7-Passungen oder feine Gewinde auf Außenkonturen die Toleranzgrenze verlassen. Solche Bereiche müssen vor dem Trowalisieren konstruktiv geschützt (maskiert) werden, was oft unwirtschaftlich ist.
- Dünnwandige, labile Bauteile im Schüttgut: Sehr feine Blechbiegeteile oder filigrane Frässtrukturen können sich durch die ständige Kollision mit anderen Werkstücken und schweren Schleifkörpern im Behälter verbiegen. Hier muss auf teurere Anlagen mit separierten Kammern oder auf das Schleppschleifen ausgewichen werden.
Spezifikation auf der Zeichnung: Trowalisieren eindeutig definieren
Oft reicht der pauschale Hinweis „Trowalisieren“ auf einer technischen Zeichnung nicht aus und führt im Einkauf zu vermeidbaren Rückfragen oder stark schwankenden Angebotspreisen. Um Werkstücke prozesssicher und wirtschaftlich zu beschaffen, müssen folgende Parameter klar spezifiziert werden:
- Bearbeitungsziel: Soll lediglich der primäre Stanz- oder Laserschnittgrat entfernt werden, oder ist eine definierte Kantenverrundung (z. B. R = 0,2 mm) zur Vermeidung von Schnittverletzungen gefordert?
- Ziel-Rauheit: Ist ein spezifischer Rauheitswert (z. B. Ra ≤ 0,8 µm) für Dichtflächen oder tribologische Zwecke zwingend zu erreichen?
- Folgeprozess: Dient das Gleitschleifen als Vorbereitung für eine galvanische Beschichtung oder das Pulverbeschichten? Dann muss die Oberfläche absolut fettfrei sein, was den Einsatz spezieller reinigender Zusatzmittel (Compounds) im Verfahren erfordert.
Kostenstruktur und Losgrößen-Effekte in der Serienfertigung
Das Trowalisieren ist primär ein Schüttgutprozess und entfaltet seine maximale Wirtschaftlichkeit bei mittleren bis großen Losgrößen.
- Kostenvorteil: Da hunderte oder tausende Teile simultan in den Maschinen bearbeitet werden, sinken die Stückkosten im Vergleich zur manuellen Entgratung drastisch. Es ist die effizienteste Methode für die Serienfertigung.
- Kostentreiber: Bei Prototypen oder Kleinstserien fallen die Rüstkosten prozentual stark ins Gewicht. Das Wechseln der Schleifkörper, das Einstellen der Anlage und die abschließende Trocknung erfordern Rüstzeit. Zudem treiben extrem niedrige Ra-Vorgaben oder schwer zerspanbare Werkstoffe wie Titan die Maschinenlaufzeiten in die Höhe, was den Stückpreis steigen lässt.
Qualitätsprüfung und lückenlose Nachweise
Für den strategischen Einkauf und das Qualitätsmanagement ist die Prozesssicherheit essenziell. Das maschinelle Gleitschleifen bietet eine absolute Reproduzierbarkeit über Millionen von Teilen hinweg. Die Qualität der Bearbeitung und die Einhaltung der Normen (wie ISO 9001) wird typischerweise über taktile oder optische Rauheitsmessungen nachgewiesen. Für die Dokumentation im Rahmen der Erstmusterprüfung (EMPB) lassen sich die Kantenverrundung und die Maßhaltigkeit der Werkstücke exakt belegen. Das eliminiert das Risiko schwankender manueller Bearbeitungsqualität und macht den Prozess audit-sicher.
Systematik der Anlagentechnik
Die Wahl der Anlage entscheidet über zwei Faktoren: wie schnell Material abgetragen wird und wie stark die Bauteile mechanisch belastet werden. In der Praxis haben sich vier Maschinentypen etabliert:
- Rundvibratoren und Trogvibratoren: Dies sind die universellen Arbeitstiere der Branche. Der Behälter ist meist mit Polyurethan ausgekleidet. Trogvibratoren kommen speziell bei großen oder sperrigen Bauteilen zum Einsatz, wo Rundvibratoren an ihre Grenzen stoßen.
- Abtragsleistung: Mittel. Sie bilden den industriellen Standard-Benchmark für Taktzeiten.
- Mechanische Belastung: Mittel. Die Werkstücke haben Kontakt zueinander und zu den Schleifkörpern. Für die meisten Standard-Fräs-, Stanz- und Laserteile ist dies völlig unkritisch.
- Fliehkraftanlagen: Hier wird die Masse durch eine Rotationsbewegung beschleunigt.
- Abtragsleistung: Sehr hoch. Durch die hohen Fliehkräfte erreichen diese Maschinen eine 10- bis 20-fach höhere Abtragsleistung im Vergleich zu klassischen Vibratoren.
- Mechanische Belastung: Hoch. Zentripetalkräfte bis zum 15-fachen der normalen Schwerkraft erzeugen einen massiven Schleifdruck. Das Verfahren eignet sich daher primär für unempfindliche, kompakte Kleinteile.
- Schleppschleifen: Bei dieser Sonderform werden empfindliche Werkstücke einzeln auf Spindeln gespannt und mit Geschwindigkeiten von bis zu 1,7 m/s durch ein stationäres Medienbett gezogen.
- Abtragsleistung: Extrem hoch. Der Materialabtrag ist bis zu 40-mal höher als beim konventionellen Gleitschleifen, da die Relativgeschwindigkeit maximal ist.
- Mechanische Belastung: Minimal. Die Bearbeitung erfolgt komplett berührungslos, da die Bauteile fest eingespannt sind und nicht miteinander kollidieren. Ideal für High-End-Komponenten und komplexe Geometrien.
- Trommelgleitschleifen: Die historische Ursprungsform, bei der sich eine Trommel dreht. Ein kontrolliertes Gleitschleifen ist hierbei nur bis zu einem Hangwinkel von ca. 70° möglich, bevor die Fliehkraft die Schwerkraft übersteigt.
- Abtragsleistung: Gering. Der Prozess benötigt deutlich längere Laufzeiten.
- Mechanische Belastung: Sehr gering. Durch die langsame Drehbewegung der Trommel werden die Bauteile besonders schonend bearbeitet.
Verfahrensmittel: Schleifkörper und Compounds
Die Schleifkörper fungieren als Werkzeug des Trowalisierprozesses. Ihre Dichte, Form und Härte bestimmen die resultierende Oberflächenmorphologie.
- Keramik: Hohe Dichte und Aggressivität. Ideal zum Entgraten von zähem Stahl oder Edelstahl. Ein hoher Mineralgehalt im Keramik-Chip führt zu einem feineren Schliffbild.
- Kunststoffe: Geringere Dichte, stark dämpfend. Bevorzugt eingesetzt für NE-Metalle (Aluminium, Kupfer) oder Kunststoffe, um Verformungen an dünnwandigen Bauteilen zu verhindern.
- Metallische Schleifkörper: Besitzen selbst keine abtragende Wirkung. Sie dienen dem Kugelpolieren (Verfestigen der Oberfläche) oder benötigen ein pastöses Abrasiv, dessen Wirkung ähnlich einer industriellen Scheuermilch funktioniert, um in kleinste Kanten einzuwirken.
- Holz und Naturmedien: Walnussschalen oder Maisgrieß kommen beim Trocknen oder beim feinen Mattieren zum Einsatz.
Das Compound steuert den Prozess chemisch. Es bindet den metallischen Abrieb, schützt vor Sofortrost (Flash Rust) und übernimmt bei Bedarf das Entfetten oder Beizen der Bauteile.
Expertentipp für die Konstruktion (DFM)
Bei der Auslegung von Fräs- und Drehteilen sowie Blechbiegeteilen für das automatisierte Gleitschleifen sind zwei Faktoren kritisch, um Prozesskosten zu senken:
- Vermeidung der Lodgement-Problematik: Schleifkörper haben definierte Abmessungen (oft 1 mm bis 80 mm). Konstruieren Sie Sacklochbohrungen, Nuten und Taschen so, dass sich Standard-Chips darin nicht verklemmen können. Ein festgesetzter Schleifkörper erfordert manuelle Nacharbeit, was die Taktzeit ruiniert.
- Einheitliche Kantenradien: Vermeiden Sie extrem spitze Innenwinkel. Je zugänglicher die Geometrie, desto gleichmäßiger der Materialabtrag durch das Schüttgut.
Beschaffungs-Effizienz: Von der Zeichnung zum Serienteil
Für den strategischen Einkauf und das Projektmanagement zählt am Ende nicht nur die technische Machbarkeit, sondern die verlässliche Integration in die Supply Chain. Interne Silos zwischen Entwicklung und Fertigung oder die manuelle Koordination von drei verschiedenen Lieferanten für Laserschneiden, Fräsen und das finale Entgraten führen zu Ineffizienzen.
Hier spielt digitale Beschaffungs-Software ihre Stärken aus: Über die Laserhub-Plattform lassen sich Blech-, Rohr- und Zerspanungsteile direkt inklusive standardisierter Oberflächenbehandlung wie Trowalisieren kalkulieren und bestellen. Anstatt tagelang auf Angebote zu warten, erhalten Planer und Einkäufer belastbare Terminzusagen, die eine Just-in-Time-Montage absichern und Line-Stops konsequent vermeiden.