Schneidrichtlinien
Was Sie bei der Konstruktion von Blechteilen beachten müssen
Inhalt
Wichtige Hinweise
- Grundsätzlich werden nur Fertigungsschritte ausgeführt, die in der Online-Kalkulation auswählbar sind oder automatisch erkannt und auf der Bestellübersicht ausgewiesen werden.
- Wir bieten aktuell keine Fräskonturen an. Die Fräsgeometrien, die in 3D-Daten oder auf Zeichnungen vorhanden sind, werden nicht gefertigt. Bei Fasen kann es dazu kommen, dass die Bauteile um die schräge Fläche verkürzt werden.
- Beim Schneiden der Blechteile werden von einigen Produzenten standardmäßig Mikrostege zwischen Bauteil und Restblech einprogrammiert, um ein Kippen der Bauteile und dadurch entstehende Kollisionen zu verhindern. Sollten die dabei entstehenden Rückstände der Mikrostege an den Außenkonturen später entfernt werden müssen, wählen Sie bitte die Option Mikrosteg-Rückstände entfernen in der Bestellkonfiguration aus. Andernfalls werden diese automatisch belassen. Bitte beachten Sie, dass Anschnittfahnen, welche wesentlich kleiner und feiner ausfallen, nicht entfernt werden.
- Bei CAD-Dateien werden bei manchen Programmen Layer oder verschiedene Ebenen bei der Speicherung verwendet. Diese können zu Veränderung in der Kontur führen und können nicht vom System ausgelesen werden. Hierfür können wir keine Verantwortung übernehmen.
- Je nach Produzent und Fertigungsverfahren können Merkmale wie Schneidgrat und Schnittqualität abweichen.
- Je nach Material und Fertigungsschritten kann die unbehandelte Oberfläche ölig oder bei Stählen gar leicht rostig sein. Die Bleche kommen von Werk ab standardmäßig bedruckt. Bei rohen Oberflächen kann es also sein, dass die Schrift noch auf den Bauteilen zu sehen ist. Bei thermischen Trennverfahren können Schnittkante und Schnittwinkel je nach Materialstärke abweichen. Normen und Hinweise in Zeichnungen können hier nicht beachtet werden.
Abmaße
- Minimale Bauteilabmessungen: 10 x 10 mm (bis 10 mm Materialstärke), T x T (ab > 10 mm Materialstärke)
- Maximale Bauteilabmessungen: 3980 x 1980 mm
- bei einer Materialstärke über 30 mm gilt eine Mindestfläche von der einfachen Materialstärke, also mindestens 30 x 30 mm
Wichtig: CAD-Dateien können ausschließlich in Millimetern (mm) verarbeitet werden. Nur so können wir die korrekt bemaßte Produktion Ihrer Bauteile gewährleisten. Um die Maßeinheit korrekt einzustellen, prüfen Sie die Einstellungen zur Maßeinheit in Ihrem CAD-Programm oder Ihre Einstellungen während des Exports.
CAD-Anforderungen für Laserteile
- Verarbeitbare Dateiformate: DXF, DWG, STEP, SLDPRT, CATPART, CATDRAWING, GEO.
- Zeichnung ist im Maßstab 1:1.
- Jede Datei enthält nur eine Zeichnung.
- Die Datei enthält ausschließlich die Kontur, keine Rahmen, keine Maßlinien, keine Schriftfelder und keine Beschriftungen.
- CAD-Datei enthält keine Blindlöcher, Fasen und ausgeformte Gewinde.
- Senkungen werden automatisch erkannt.
- Linien sind Volllinien, keine gestrichelten Linien, keine Biegelinien.
- Außenkonturen sind in weiß ausgeführt, nicht überstehend und geschlossen.
- Konturen unterschreiten die Dicke des Materials maximal um den Faktor 0,7.
Toleranzen
Ausführliche Informationen zu den Toleranzen finden Sie hier.
Hinweise zu Qualitätstandards
Zusammen mit unseren Produzenten haben wir für Blechzuschnitte folgende Standards definiert, damit Sie sich auf unsere Qualität verlassen können:
Oberflächenqualität:
- Blechteile mit Oberseite und Folie: Keine Oberflächenfehler zulässig.
- Blechteile mit Oberseite ohne Folie: Kleine Schleifspuren sind zulässig.
- Bei der Kombination aus „Oberseite“ mit „foliertem Material“ wird das Risiko von Einbränden durch schmelzende Folie erhöht.
- Pulverbeschichtung: Keine Oberflächenfehler erlaubt. Ausnahme: kleine Fehler an den Bohrungen bzw. Aussparungen, die zum Aufhängen der Teile für die Beschichtung dienen, zulässig.
- Entgraten: Kleine Schleifspuren sind zulässig.
- Keine besondere Oberflächenbehandlung: Vereinzelte Bereiche mit Kratzern, Flugrost und Spritzer zulässig.
Schnittqualität:
- Wir garantieren für Stahl (bis 10 mm), Edelstahl (bis 6 mm) und Aluminium (bis 4 mm) beim thermischen Schneiden eine Schnittqualität, die einer typischen gemittelten Rautiefe Rz5 gemäß DIN EN ISO 9013:2017 entspricht, und somit riefenfreie Schnittflächen gewährleistet.
- Bei dickeren Materialien kann dies nicht mehr gewährleistet werden.
Mindestmaße für Blechzuschnitt
Es gibt Grenzen, bei denen durch zu hohen Energieeintrag auf wenig Fläche nicht mehr die gewünschte Qualität erzielt werden kann. Daher sollten die Mindestmaße bei der Konstruktion der Metallteile beachtet werden:
- Mindestmaße Lochdurchmesser = 1 x Materialstärke
- Mindestmaße Steg- und Schlitzbreite = 0,7 x Materialstärke (z.B. bei Lüftungsöffnungen)
- Mindestmaße Bauteilgröße bis 10 mm Materialstärke = 10 x 10 mm, >10 mm Materialstärke = min. T x T
- Mindestfläche Bauteilgröße bis 10 mm Materialstärke = 100 mm², >10 mm Materialstärke = min. T x T
Wichtiger Hinweis: Auch bei Einhaltung der Mindestmaße kann es durch die Wärmeeinbringung zum Verzug der Bauteile kommen. Dieser kann auch durch Spannungen im Blech verstärkt werden.
Maximalmaße für Blechzuschnitt
Die maximale Bauteilgröße für den Zuschnitt ist abhängig vom verwendeten Ausgangsformat. Bitte beachten Sie, dass falls das nächstgrößere Blechformat gewählt werden muss, die Fertigungskosten entsprechend steigen. Hier lohnt es sich also manchmal ein paar Millimeter wegzukürzen, um die Kosten zu minimieren.
Maximalmaße je Blechformat:
- 1980 x 980 mm (bei Kleinformat)
- 2480 x 1230 mm (bei Mittelformat)
- 2980 x 1480 mm (bei Großformat)
- 3980 x 1980 mm (bei Maxiformat)
Konstruktion des Kernlochs
Um Gewinde korrekt fertigen zu können, muss das Kernloch in der richtigen Größe vorgeschnitten werden. Je nach Gewindegröße ergeben sich dafür individuelle Kernlochdurchmesser, die in der Konstruktion berücksichtigt werden müssen. Die entsprechenden Werte können Sie der folgenden Tabelle entnehmen.
| Gewinde | Steigung | Kernloch ⌀ |
| M12 | ×1,75 | 10,2 |
| M10 | ×1,5 | 8,5 |
| M8 | ×1,25 | 6,8 |
| M6 | ×1 | 5,0 |
| M5 | ×0,8 | 4,2 |
| M4 | ×0,7 | 3,3 |
| M3 | ×0,5 | 2,5 |
Eckenverrundung
Spitze Ecken an Innen- und Außenkonturen werden automatisiert mit einem Radius versehen, um eine bessere Schneidqualität bei Fertigung Ihrer Metallteile zu garantieren. Der Radius wird anhängig von der gewählten Materialstärke angepasst.
Eckenverrundung bei Steckverbindungen
Ecken von Innenkonturen werden während des Zuschnitts ebenfalls verrundet, wodurch es zu Problemen bei Steckverbindungen kommen kann. Hier bietet es sich an, Löcher in die Ecken zu konstruieren, um so die Passfähigkeit zu gewährleisten.
Konstruktion der Senkungen in den Blechteilen
Senkungen für Zylinderkopfschrauben
Für Zylinderkopfschrauben benötigen wir jeweils die Durchmesser und die Tiefe der Senkung, wie in der Abbildung beschrieben.
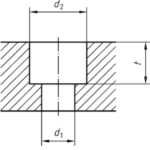
| Gewindegröße* | Ød1 | Ød2 | Gesamttiefe |
| M4 | 4,5 | 8 | 8 |
| M5 | 5,5 | 10 | 10 |
| M6 | 6,6 | 11 | 11 |
| M8 | 9 | 15 | 15 |
| M10 | 11 | 18 | 18 |
| M12 | 13,5 | 20 | 20 |
*Tabelle beschreibt nur die min. und max. Senkabmaße.
Senkungen für Senkkopfschrauben
Für Senkkopfschrauben benötigen wir jeweils die Durchmesser und die Tiefe der Senkung, wie in der Abbildung beschrieben.
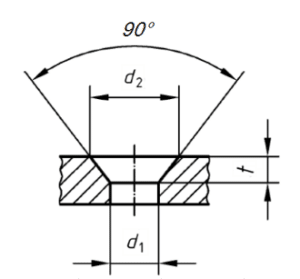
| Gewindegröße* | Ød1 | Ød2 | Gesamttiefe |
| M4 | 4,5 | 8,6 | 2,1 |
| M5 | 5,5 | 10,4 | 2,5 |
| M6 | 6,6 | 12,4 | 2,9 |
| M8 | 9 | 16,4 | 3,7 |
| M10 | 11 | 20,4 | 4,7 |
| M12 | 13,5 | 24,4 | 5,2 |
| M14 | 15,5 | 27,4 | 5,7 |
| M16 | 17,5 | 32,4 | 7,2 |
| M18 | 20 | 36,4 | 8,2 |
| M20 | 22 | 40,4 | 9,2 |
*Tabelle beschreibt nur die min. und max. Senkabmaße – wir bieten ausschließlich 90°-Senkungen an.
Mindestdurchmesser für Löcher
Löcher durch Bohren, Laserschneiden oder Gravieren ein (je nach Teil und Geometrie):
| Materialdicke | Mindestdurchmesser | Mögliche Fertigung |
| bis 15 mm | ≥ 0,4 × Materialdicke | Gravieren, Bohren |
| 15–25 mm | ≥ 0,5 × Materialdicke | Gravieren, Bohren |
| bis 6 mm | ≥ 0,7 × Materialdicke | Gravieren, Bohren, Lasern |
| 8–15 mm | ≥ 0,8 × Materialdicke | Gravieren, Bohren, Lasern |
| 20–25 mm | ≥ 1,0 × Materialdicke | Gravieren, Bohren, Lasern |
| Tränenblech | ≥ 1,0 × Materialdicke | Gravieren, Bohren, Lasern |
| ≥ 30 mm | ≥ 1,5 × Materialdicke | Brennschneiden, Plasmaschneiden |
| ≥ 40 mm | ≥ 1,5 × Materialdicke | Brennschneiden |
Beispiel: In einem 10 mm starken Stahlblech liegt der kleinste saubere Lochdurchmesser bei ca. 8 mm. Bei 5 mm Blechdicke sind so sogar 2 mm kleine Bohrungen machbar – perfekt für Passlöcher oder Vorbohrungen für Gewinde. Alles darunter kann nur noch graviert werden.
Bitte beachten Sie: Bei einer Materialdicke ab 30 mm sind keine Löcher kleiner als 1,5 x Materialdicke möglich.
Gravuren und Kennzeichnung von Bauteilen
Bei den von uns angebotenen Gravuren handelt es sich nicht um eine optisch hochwertige Laserbeschriftung (optische Tiefengravur o.ä.). Hauptsächlich wird diese Art nur zur Kennzeichnung von Bauteilen und Markierung verwendet.
- Unsere Plattform kann freie Gravuren, die in Ihrer Konstruktion enthalten sind, automatisch auslesen.
- Wenn Sie Ihre Konstruktion per 3D-Datei (z.B. .step) einreichen, ist es wichtig, dass die Gravuren (als Vertiefung) mit einer Mindesttiefe von 0,2 mm angelegt sind, damit sie korrekt erkannt werden können.
- Bei 2D-Dateien (z.B .dxf) ist zu beachten , dass die Gravuren durch Verwendung von gelben Linien gekennzeichnet sind. Nur auf diese Weise werden sie automatisch von unserer Plattform erkannt. Durch weiße Linien schneidet der Laser vollständig durch.
- Um Ihre Bauteile kennzeichnen zu lassen, können Sie entsprechende Textgravuren auch in der Bestellung direkt konfigurieren.
Bitte beachten Sie, dass Gravuren derzeit nur bei einer Materialstärke von bis zu 25 mm möglich sind.
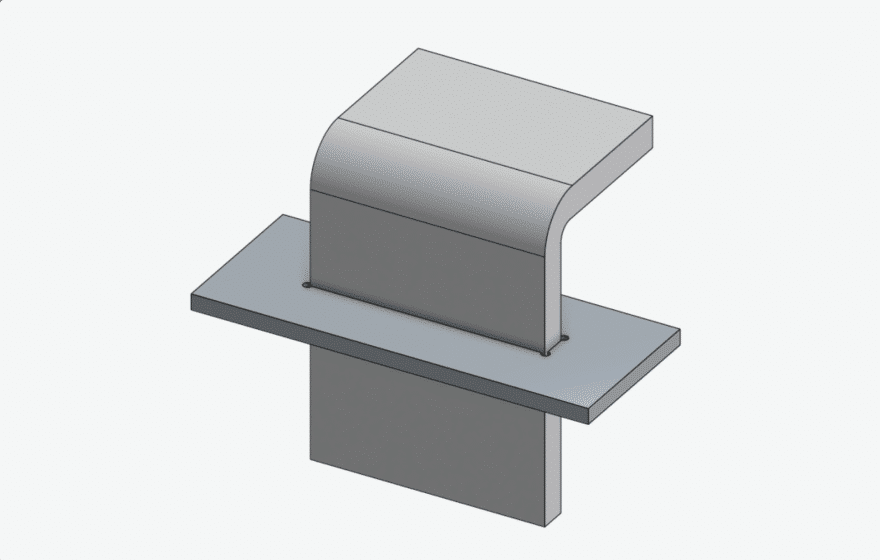
Stege bei Buchstabeninnenteilen
Sofern Sie Schriftzüge ausschneiden lassen wollen, müssen Sie bedenken, dass die Innenteile der Buchstaben beim Schneiden ebenfalls aus dem Blech fallen. Um diese Innenteile zu erhalten, müssen Sie diese mit dem Rest des Bleches verbinden.

Materialverfügbarkeit für Ihre Blechteile prüfen
Mit unserem Materialkonfigurator im Materialkatalog können Sie die aktuelle Verfügbarkeit des Materials für die gewünschte Blechdicke prüfen. Mit einem kostenlosen Laserhub-Konto können Sie Ihren Blechzuschnitt und Biegeteile außerdem in unterschiedlichen Ausführungen unverbindlich konfigurieren und kalkulieren.
PDF-Zeichnung
Eine PDF-Zeichnung benötigen Sie nur dann nicht, wenn es sich um sehr einfache Zuschnitte handelt, da dort die Maße an der Maschine abgelesen werden können. PDF-Zeichnungen sind bei Biegebauteilen und bei zusätzlichen Spezifikationen, wie zum Beispiel Gewinden, nötig. Die hochgeladene CAD-Datei wird dennoch als Schneiddatei verwendet und zusätzliche Angaben wie zum Beispiel freigewählte Toleranzen können nicht beachtet werden. Bei Abweichungen zwischen CAD- und PDF-Datei wird nach der CAD-Datei gefertigt, sofern möglich. Unter folgendem Link erhalten Sie eine detaillierte Anleitung zur Anfertigung Ihrer technischen Zeichnung.